Clients & Cases
#8 unit of Datong Power Plant is a subcritical, once reheating, four-cylinder four-steam exhaust port, single shaft, direct air condensing steam 600MW steam turbine, with the model NZK600-16.7/538/538, and vibration monitoring and protection system (TSI) being Bentley 3500 rotating mechanical monitoring device. The shaft vibration of the #2 bearing of the medium/high-pressure cylinder rotor of the unit was always high, reaching 150μm. During the overhaul, the load of the high-pressure rotor bearing was adjusted according to our expert's opinion, specifically, the #1 bearing was lowered by 0.10 mm while the #2 bearing raised by 0.10 mm. And our company's BCT101 system was installed. At the same time, the low pressure rotor was replaced as planned.
Problems during unit start-up:
Speed-up process: the unit is relatively stable during the speed-up process. After the constant speed, the vibration of each bearing is small, with relative vibration of the shaft within the qualified range. A small number of bearings have great vibration, caused by forced vibration of slight imbalance.
The change trend of vibration condition: after #1 bearing is lowered by 0.10mm and #2 bearing raised by 0.10mm, the peak values of the vibration of the bearing of #2 bearing under different conditions are shown in the table below, which are obviously lower compared with 150μm at the full load originally.
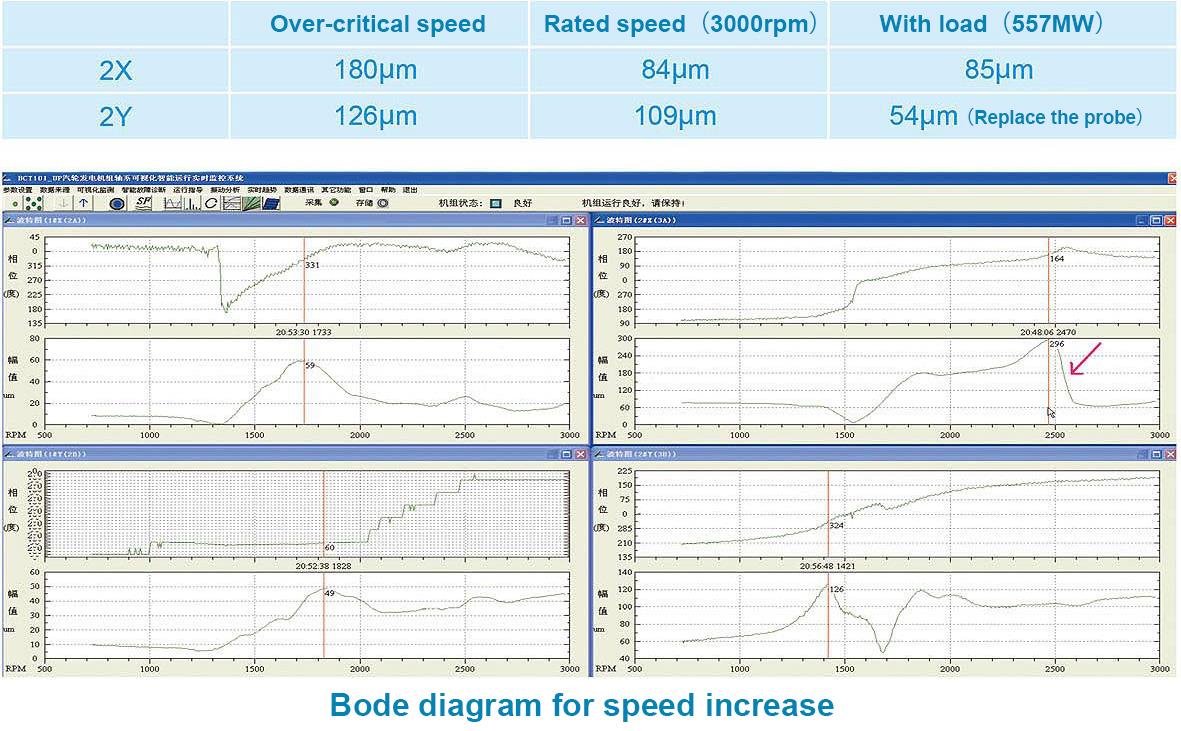
As can be seen from the 2X Bode plot above, the amplitude increases rapidly at around 2470 rpm, and decreases rapidly as the speed increases, and the repeatability is good. Therefore, it is possible to eliminate the problem of severe imbalance and rubbing of the high pressure rotor. Since the critical speed of the high-pressure rotor is 2011 rpm, the reason that the rotor is over the clinical speed can be ruled out. We concluded looseness of the sensor or the lack of tightness of the bearing existed, resulting in component resonance and recommended the Plant to pay attention in the next overhaul.
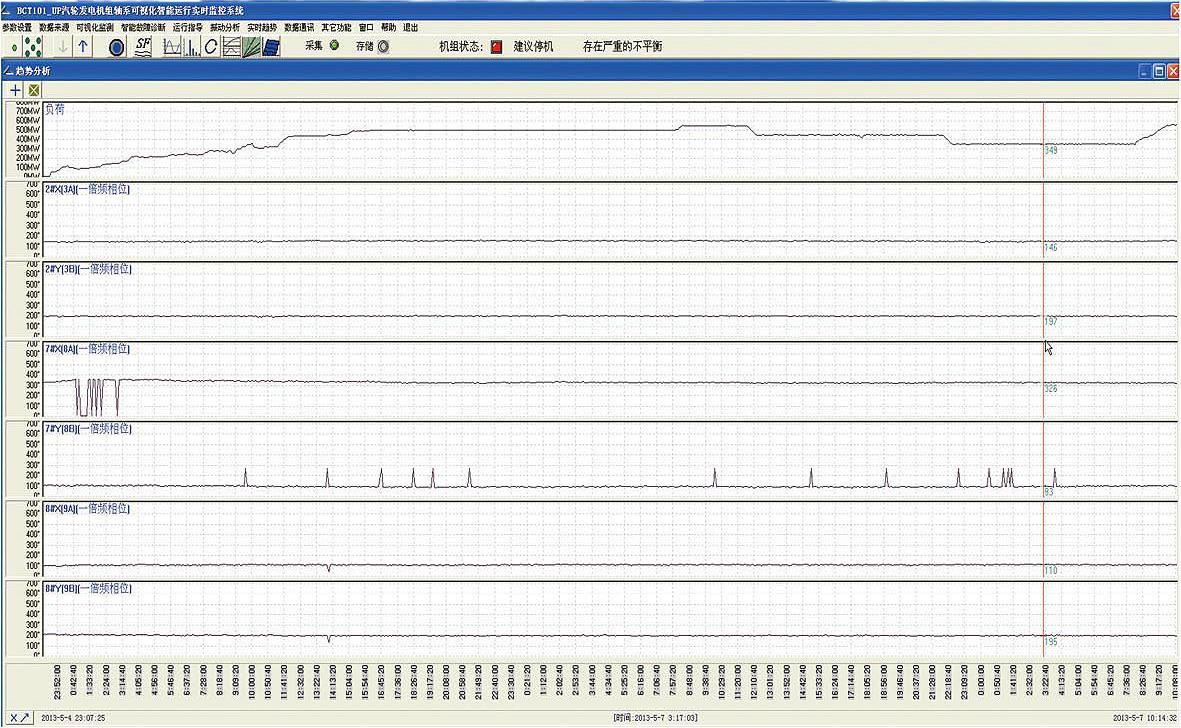
Load increase: when the load is about 550MW, the 8X shaft vibration amplitude is about 180μm, and the thermal variable (vector difference of vibration with load vibration and rated speed) is 105μm, the angle is 108° (the same as the original mass imbalance angle), and #7 bearing has similar increase. The vibration phase of the entire load process has not changed substantially, and the amplitude change significantly lags behind the load change.
The analysis deems that the newly replaced low-pressure II rotor has large thermal variables and vibration is caused by thermal imbalance, and the thermal imbalance is basically in phase with the original unbalance, thus having vibration overlapping cause the amplitude to increase, but since there is no static or other frictions occur, operation can still continue.
It is recommended that the Plant wait until the thermal expansion of the cylinder and rotor is basically stable, and perform dynamic balancing at an appropriate timing to reduce the vibration to the normal range.
Other suggestions
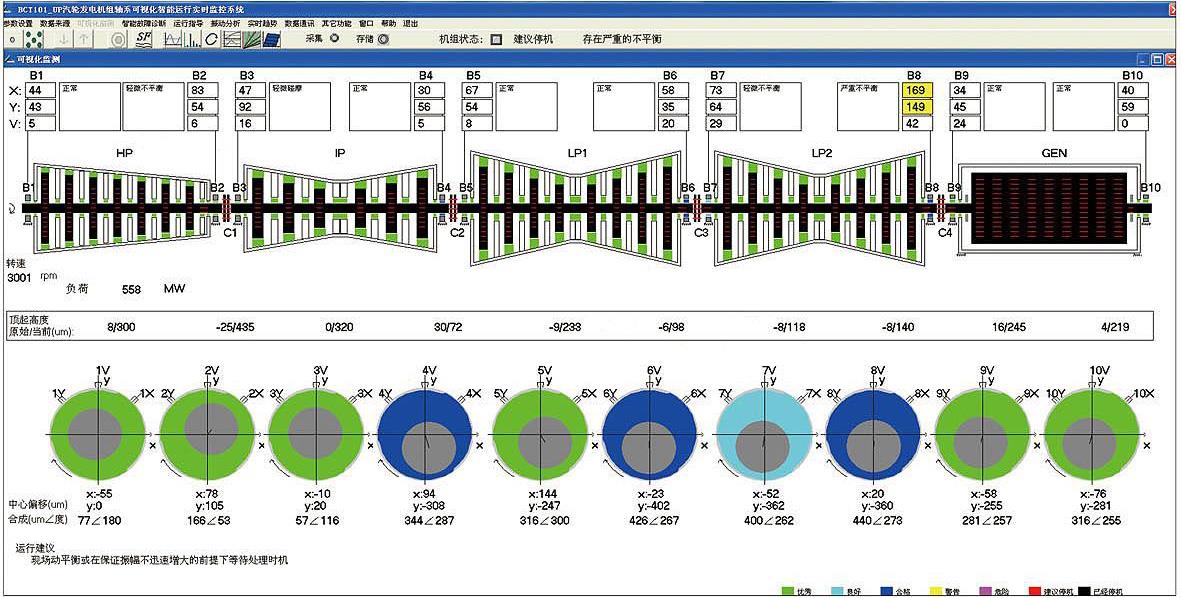
After the unit is in normal operation, according to BCT101 system monitoring, the rotor jacking height of #2 bearing is up to 0.43mm. It is recommended that in the next inspection the Plant can adjust the elevation of #2 bearing according to the situation (change of the bearing elevation is because the shaft raising rate is not guaranteed, resulting in uneven load distribution).
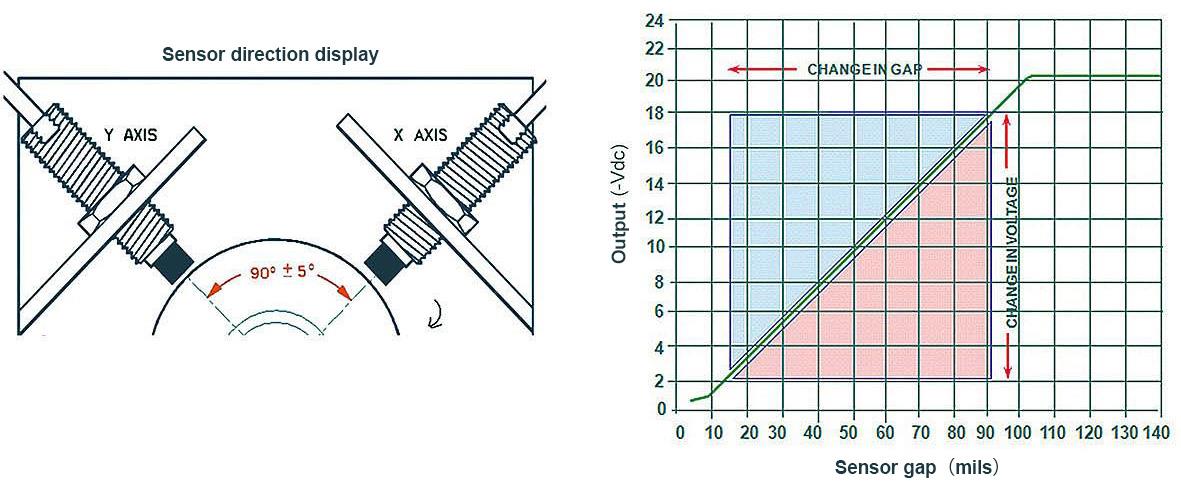
At that time, the installation gap voltage of the eddy current sensor for measuring the shaft vibration was about -10V, and some of it had reached -6.8V during operation. It is recommended that the installation gap voltage of the eddy current sensor for measuring the shaft vibration be about -12V, as shown below.